What are the effects of adjusting feedrate/flowrate?
-Can increasing the feedrate reduce printing time? Can modifying the flowrate enhance print quality?-
Update: 2023-03-16
This article primarily aims to explicate the concepts of Feedrate and Flowrate in 3D printing. It shall elaborate on the circumstances under which these parameters can be modified and suggest strategies for avoiding the need to repeatedly make modifications during printing.
1.Feedrate:
Firstly, are you looking to increase the printing speed and shorten the printing time? For instance, during long filling stages, issues with first layer adhesion ?(reducing the first layer speed to 75% is often effective), or urgent printing tasks. (Please note that there is a trade-off between printing speed and print quality, so it is a rational choice to balance both according to your needs).
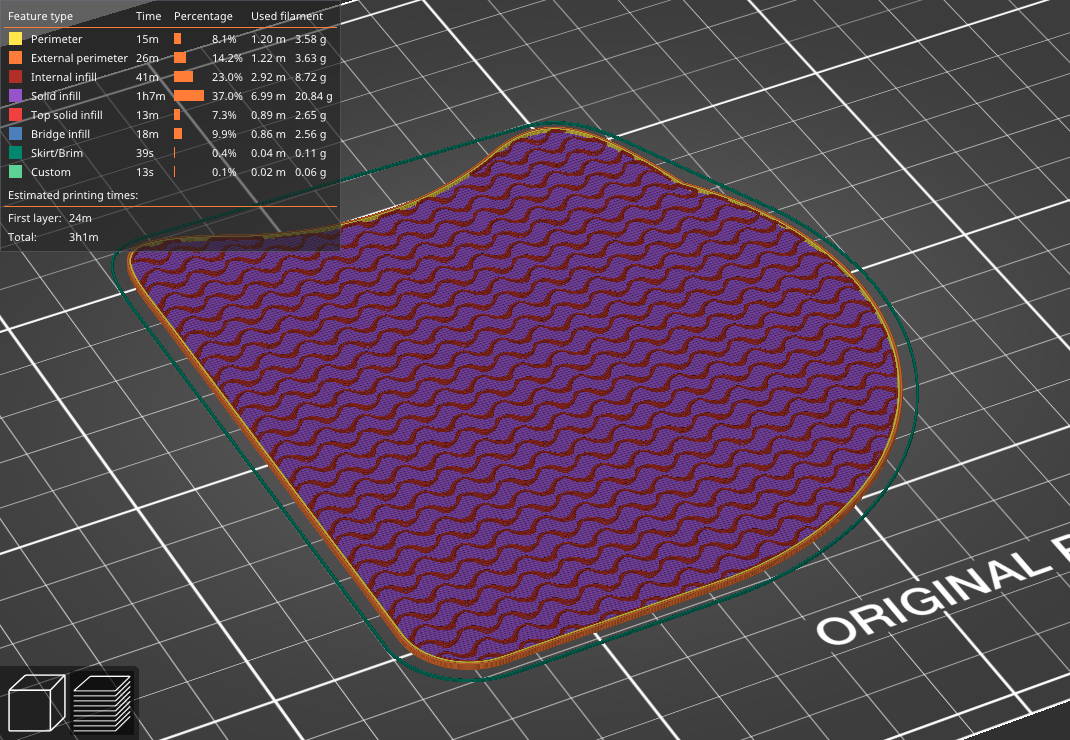
Image Source: https://www.prusa3d.com/page/prusaslicer_424/
Feedrate is an adjustment parameter that modifies the speed of the axis motor movement and is typically presented as a percentage."
Modifying the speed of the axis motor movement means that all motor movements, such as X, Y, Z, and E motors, will be affected. For example, setting the Feedrate to 120% (which is usually set to 100% by default) would mean that the Speed for print moves (such as Perimeters, Infill, Support material, Bridges, Gap fill, etc.), Speed for non-print moves (such as Travel, Z travel), Modifiers (such as First layer speed, etc.) will all become 'slicer software set speed x 120%.
Usually, you can change this parameter through the printer screen.
Of course, you can also directly add the M220 S120 command in the Start Gcode
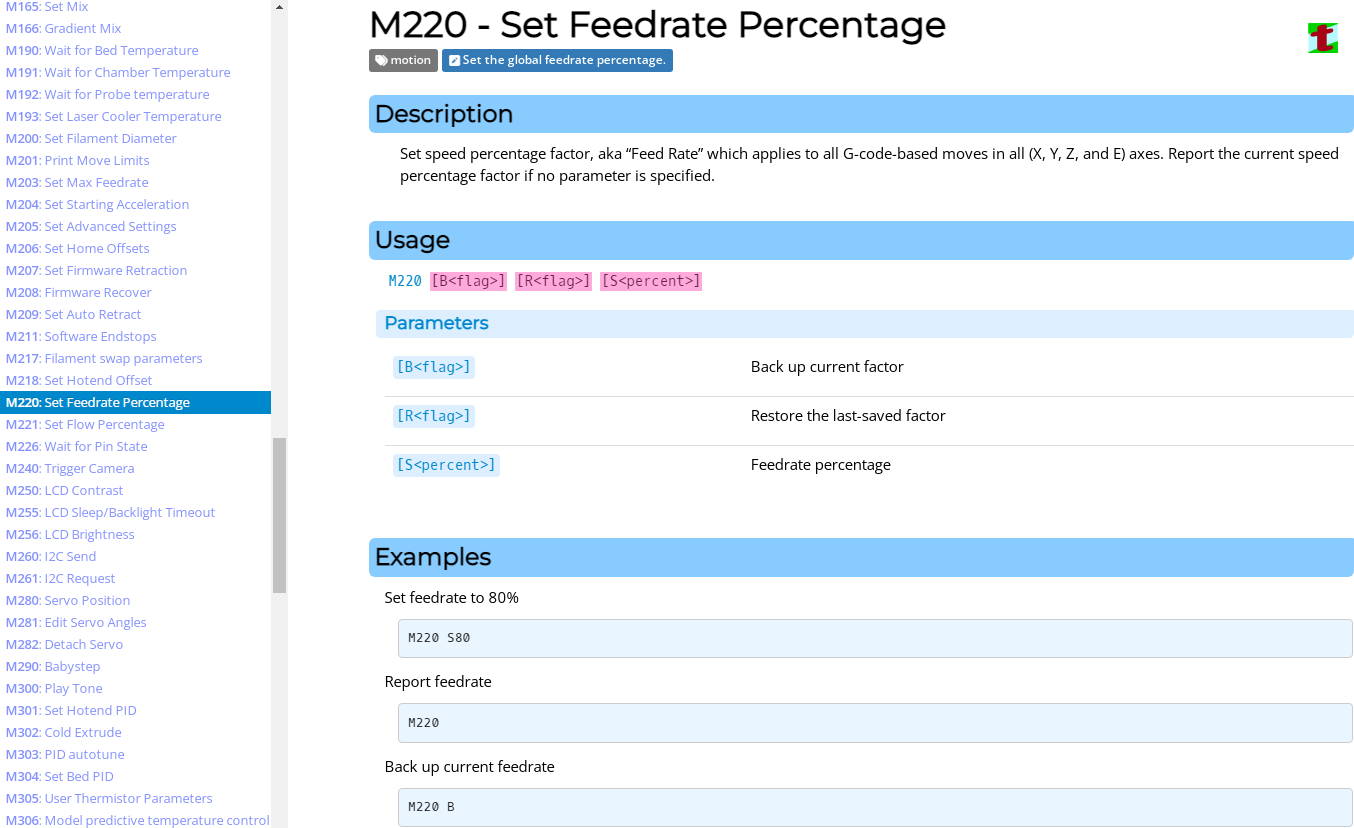
View More details on: https://marlinfw.org/docs/gcode/M220.html
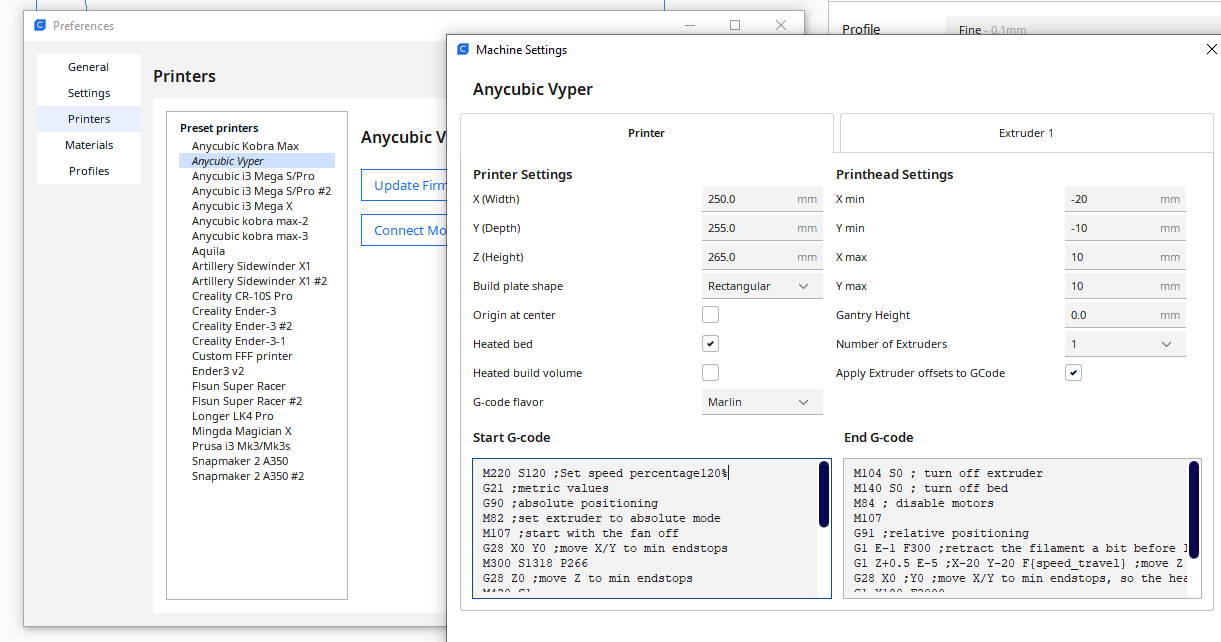
Image Source: https://ultimaker.com/software/ultimaker-cura
2.Flowrate:
Have you ever encountered issues such as Under-extrusion (model lacking material and being very fragile) or Over-Extrusion (excessive filament extrusion, leading to model dimensions being compromised)?

Image Source: https://blog.prusa3d.com/7-problems-affecting-quality-of-3d-prints_8654
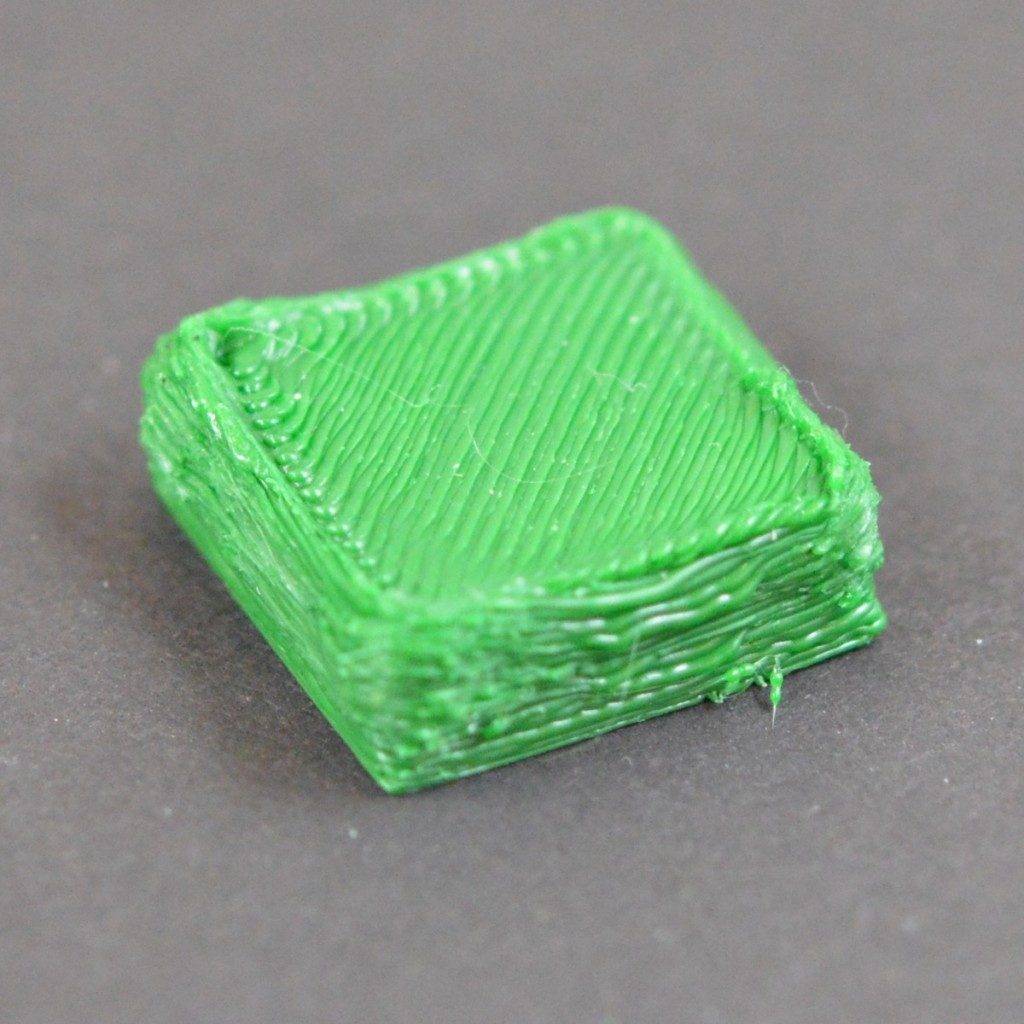
Image Source: https://www.simplify3d.com/resources/print-quality-troubleshooting/over-extrusion/
When you encounter Under-extrusion issues, you can try increasing the Flowrate by 10% (up to 110%). When you encounter Over-Extrusion issues, you can try decreasing the Flowrate by 10% (up to 90%).
Flowrate refers to the amount of filament extruded from the nozzle per unit of time, usually expressed as a percentage. Increasing the Flowrate by 10% can result in more material extrusion, whereas decreasing the Flowrate by 10% can result in less material extrusion. You can modify it during the printing process.
If you find that setting the Feedrate to 120% reduces the printing time without compromising the print quality, you may not want to manually adjust this value every time you print. In this case, you can try to modify it in the slicing software. For example, in Cura, you can go to the "Marketplace," search and install the "Printer Settings" plugin, and then restart Cura. Next, search for the Feedrate parameter in the settings and adjust it to your desired value.
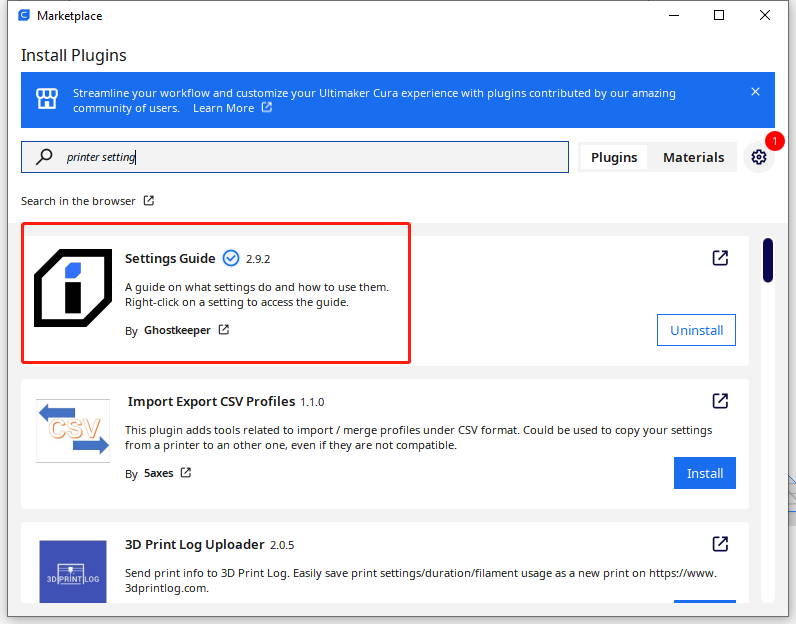
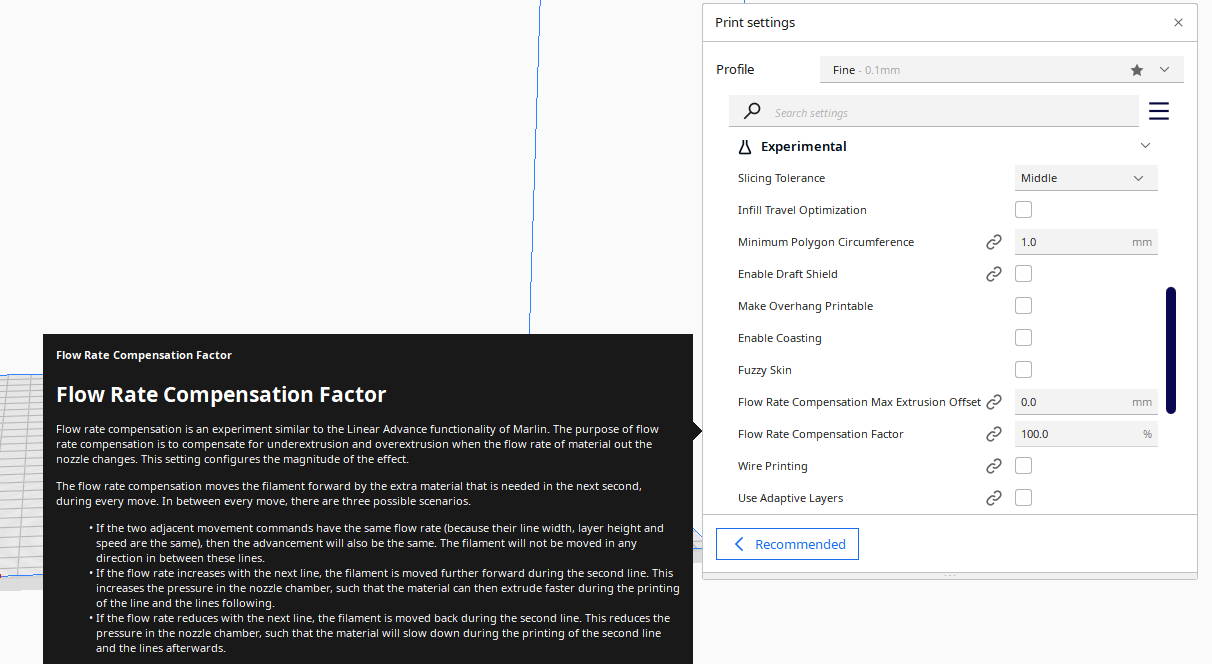
Image Source: https://ultimaker.com/software/ultimaker-cura
Similarly, Flowrate can also be adjusted in the slicing software to reduce the need for frequent adjustments on the printer screen.
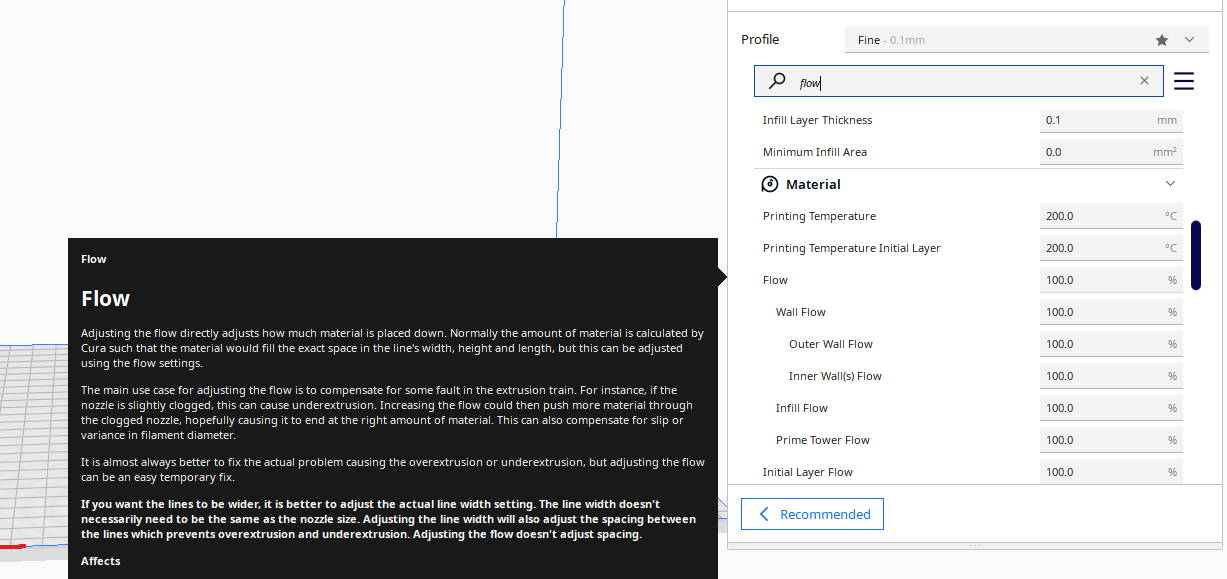
Image Source: https://ultimaker.com/software/ultimaker-cura
Or, you could directly modify the Star Gcode by adding the M221 S120 command.
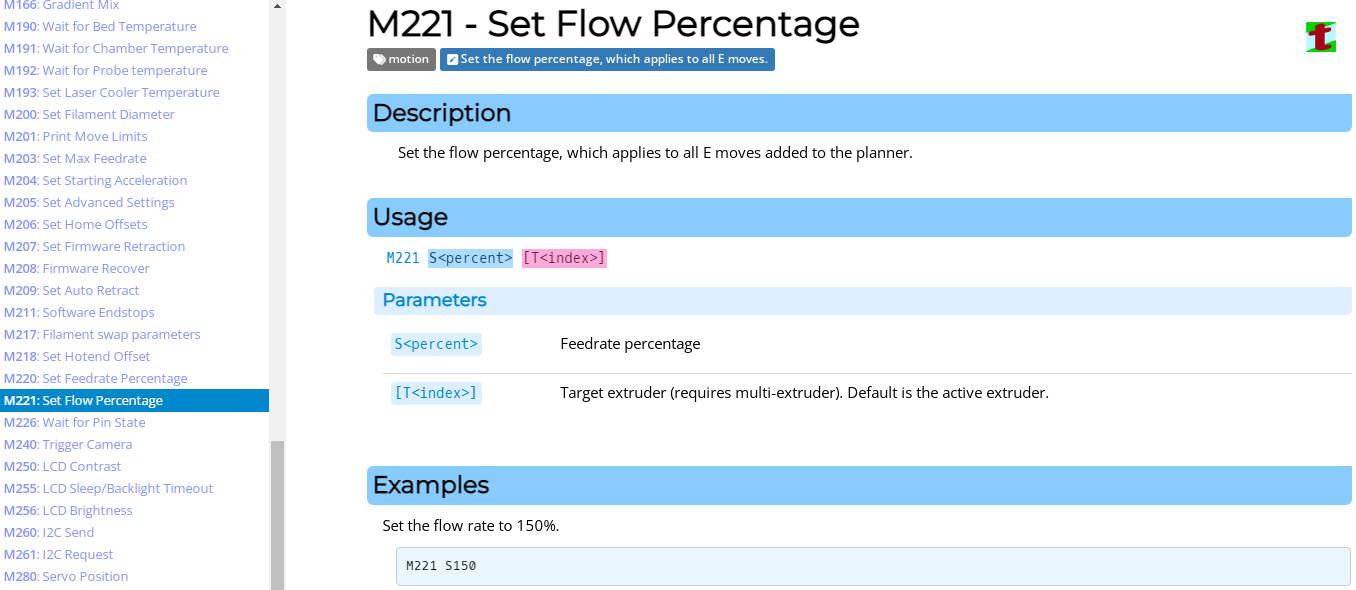
More details on: https://marlinfw.org/docs/gcode/M221.html
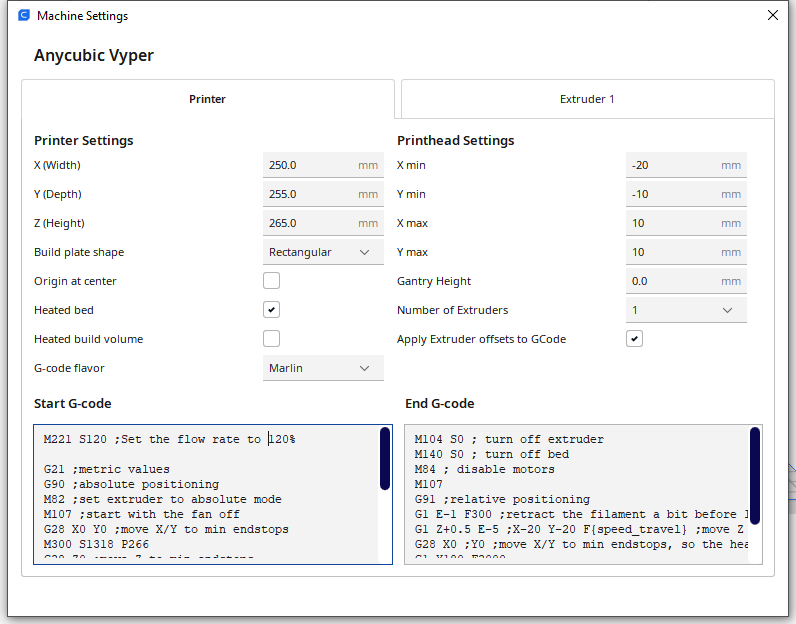
Image Source: https://ultimaker.com/software/ultimaker-cura