What’s News on PrusaSlicer V2.5 ?
Update: 2023-03-08
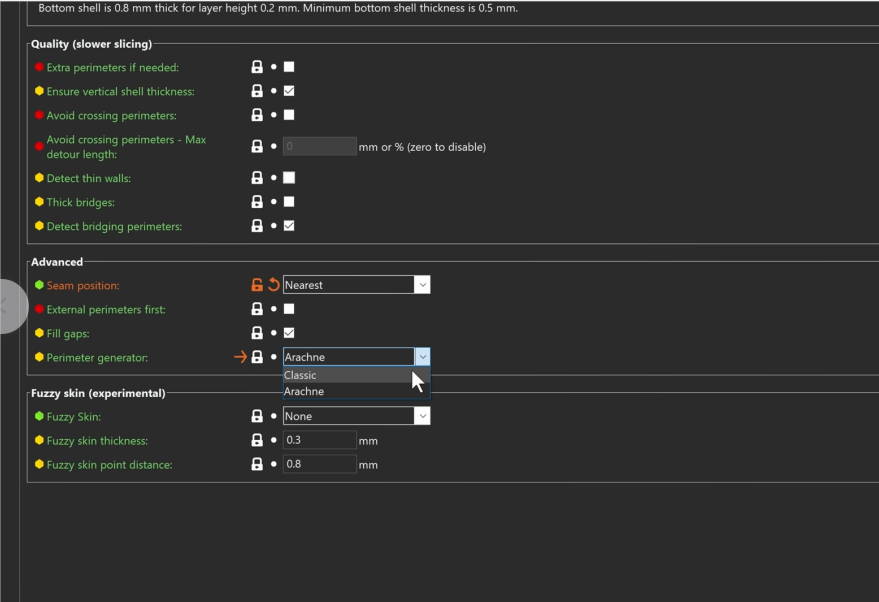
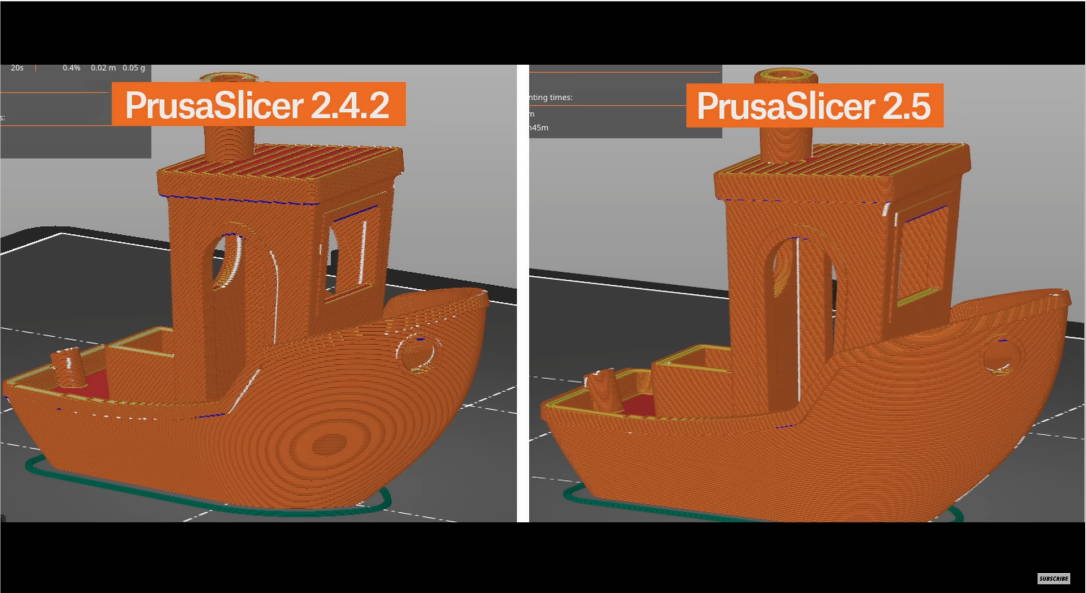
1.Arachne perimeter generator.
"The Arachne generator produces perimeter loops and gap fills with varying extrusion width." Concisely stated, by automatically adjusting the extrusion rate and optimizing the printing trajectory, the issue of poor print quality resulting from a fixed extrusion rate - such as thin walls, text, or logos - as well as the problem of print failure have been successfully resolved.
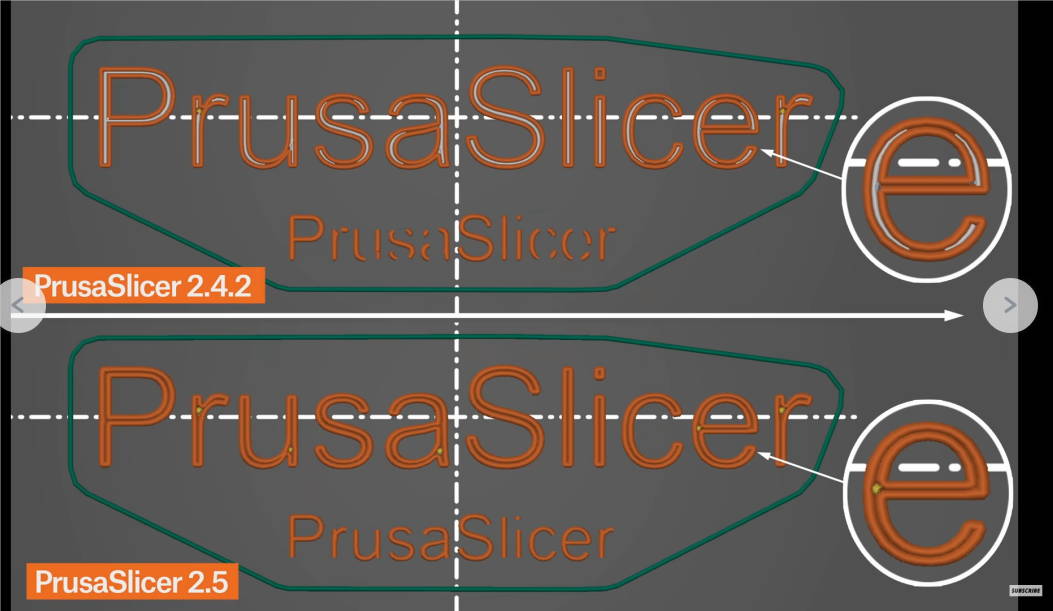
You can find it by searching "Perimeter generator" in PrusaSlicer.
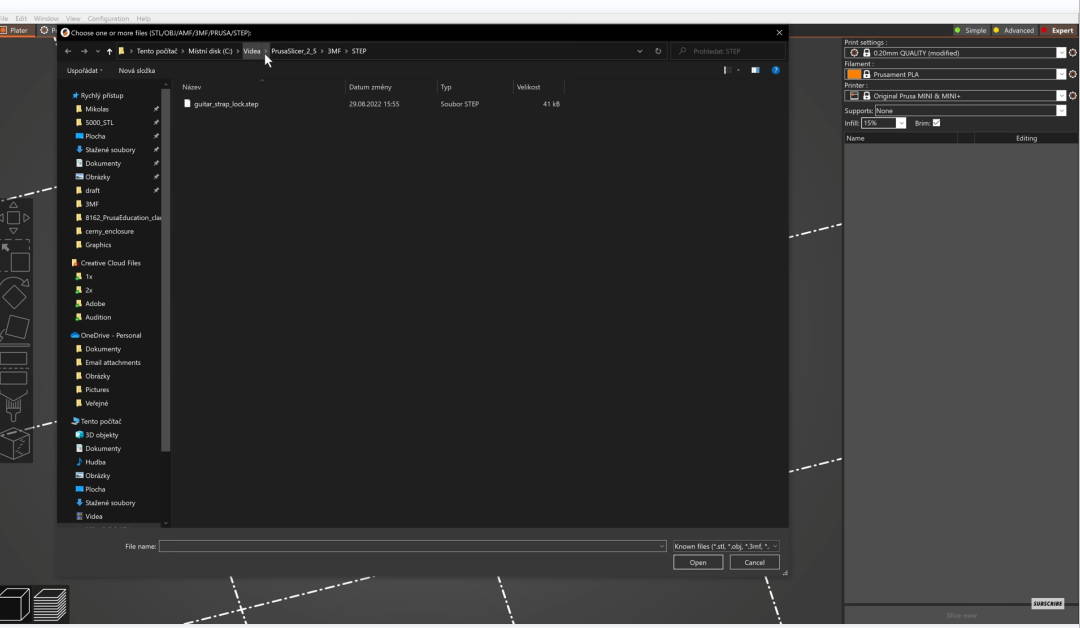
2.The STEP file format support.
PrusaSlicer 2.5 now supports direct slicing of STEP files, eliminating the tedious process of repeatedly converting STEP files to STL files in modeling software. This enhances the flexibility of the model files. Previously, we have been using STL files for slicing and printing. However, when encountering situations where adjustments to the model are necessary, we had to modify the model using modeling software and then export it again, which hindered the downloading and adjusting of models to fit specific requirements. On the other hand, STEP files possess greater editability.
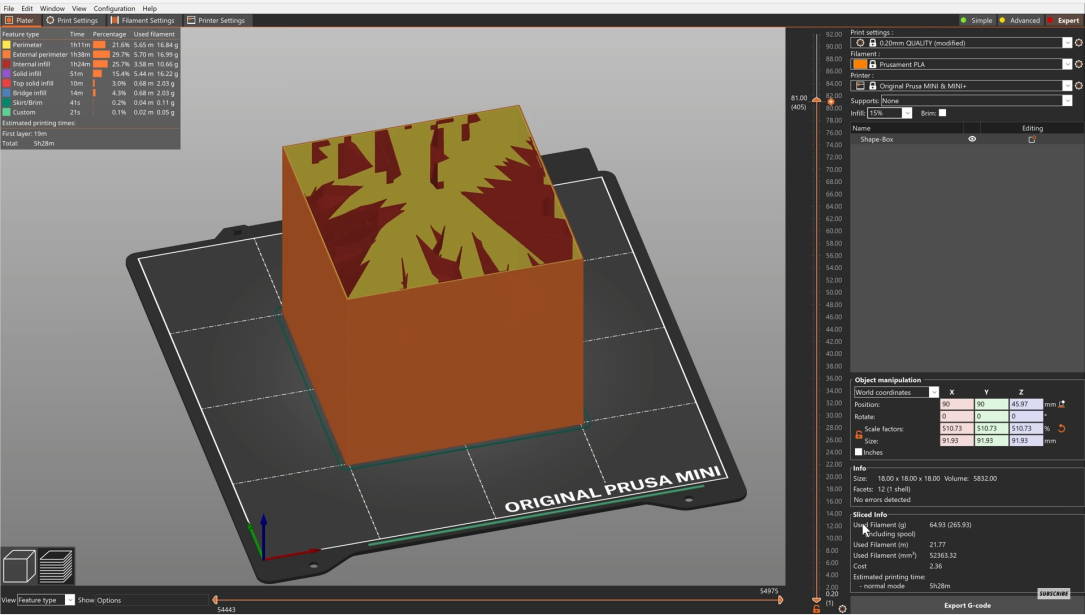
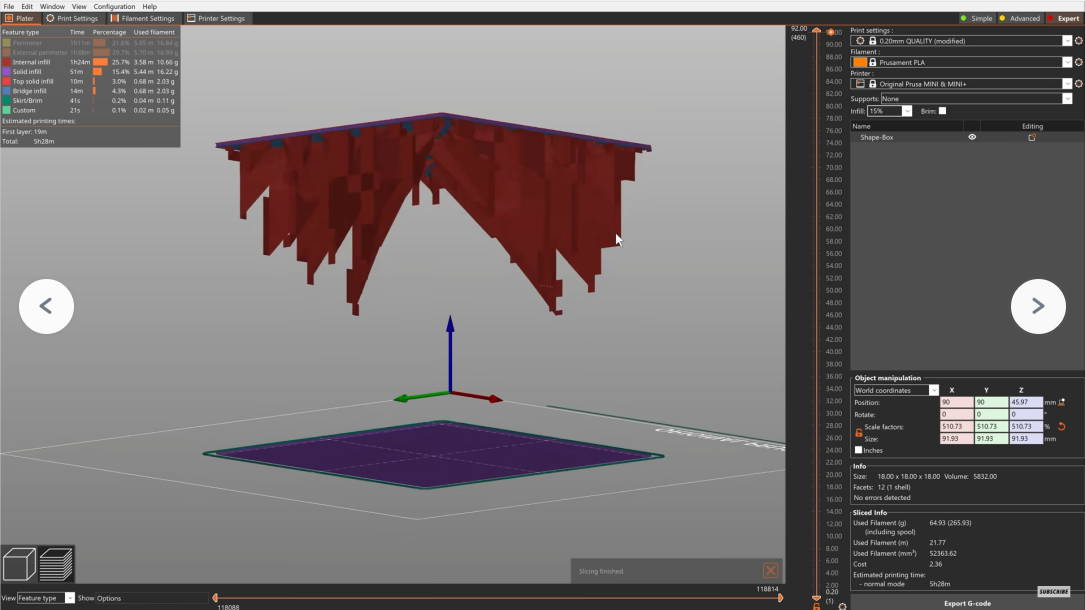
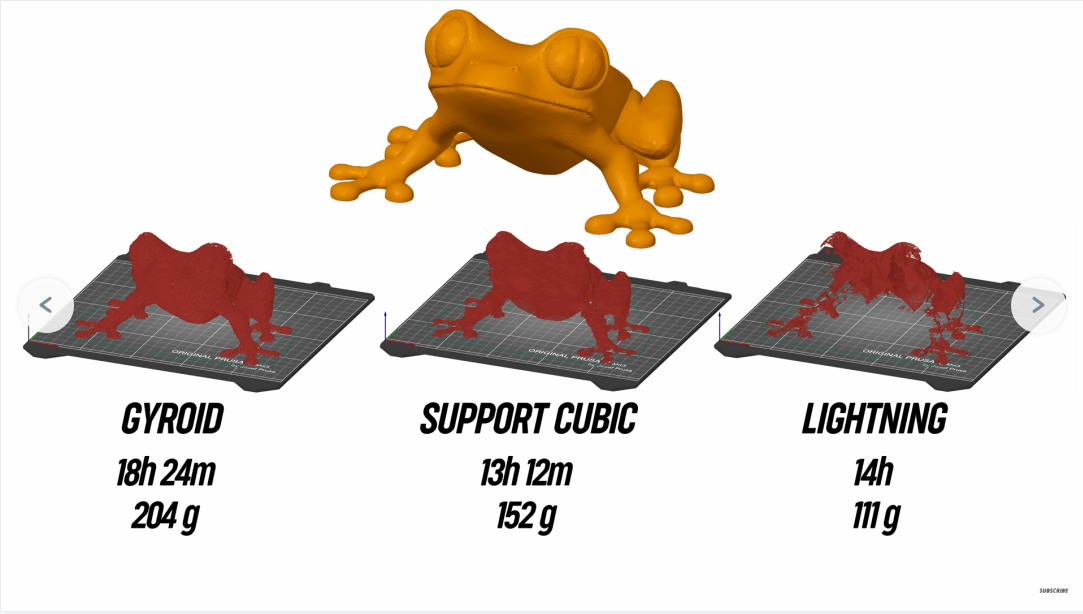
3.The Lightning infill.
Lightning infill is capable of reducing the amount of filament used during 3D printing. When printing models, we often take into consideration the infill, which may be necessary for certain requirements such as strength, rigidity, or completing the top of the model. However, if the model is, for example, purely for decorative purposes and does not require considerations for strength or rigidity, then using Lightning infill will enable us to print the same model with less material.
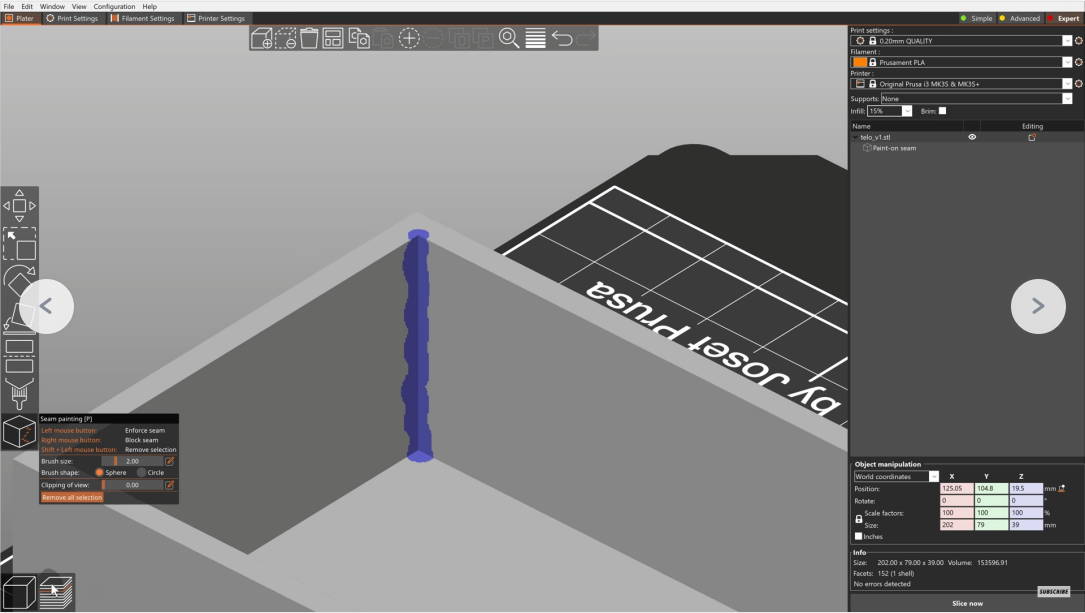
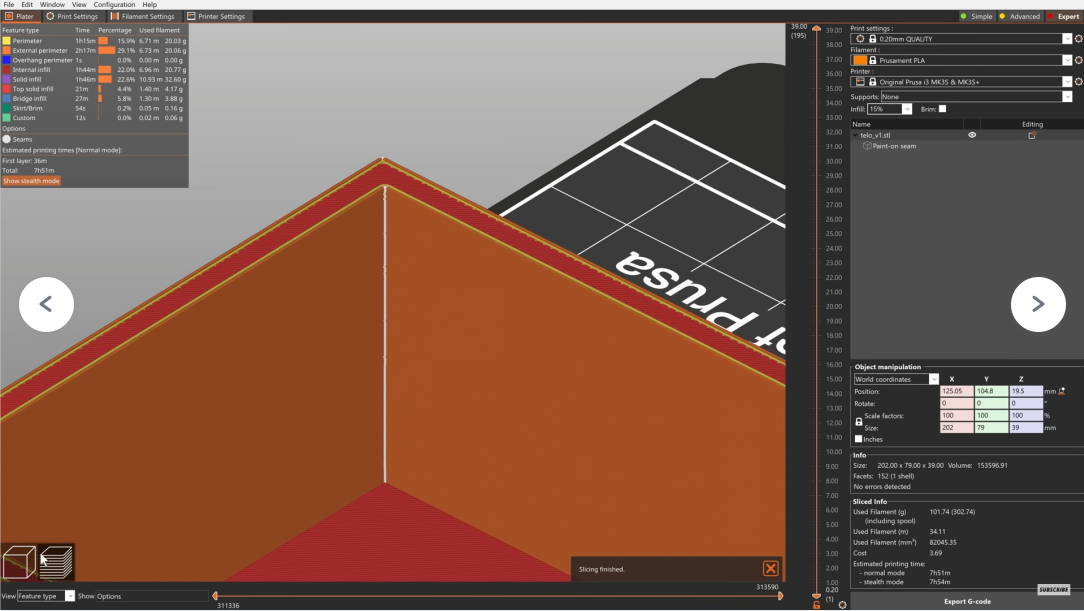
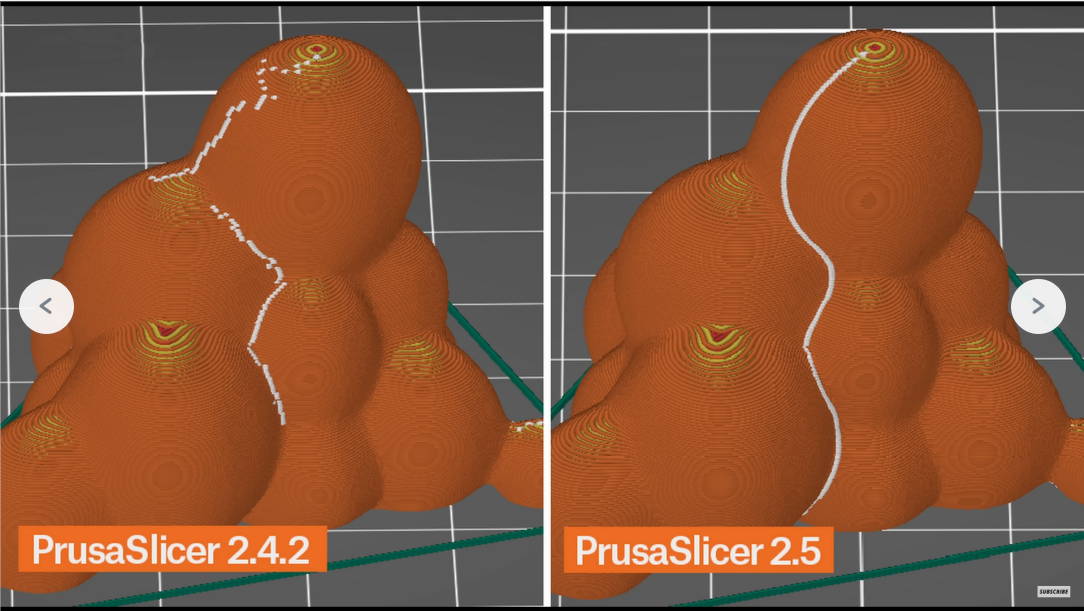
4.Improved seam placement.
3D printers create models by layering one layer on top of the other, and each layer has a starting and ending point (the beginning of the print and the end of the print). This is commonly referred to as seam placement, or Improved seam placement. It is now possible to conveniently customize or hide the seam placement, which improves the print quality, especially for models with curved surfaces.
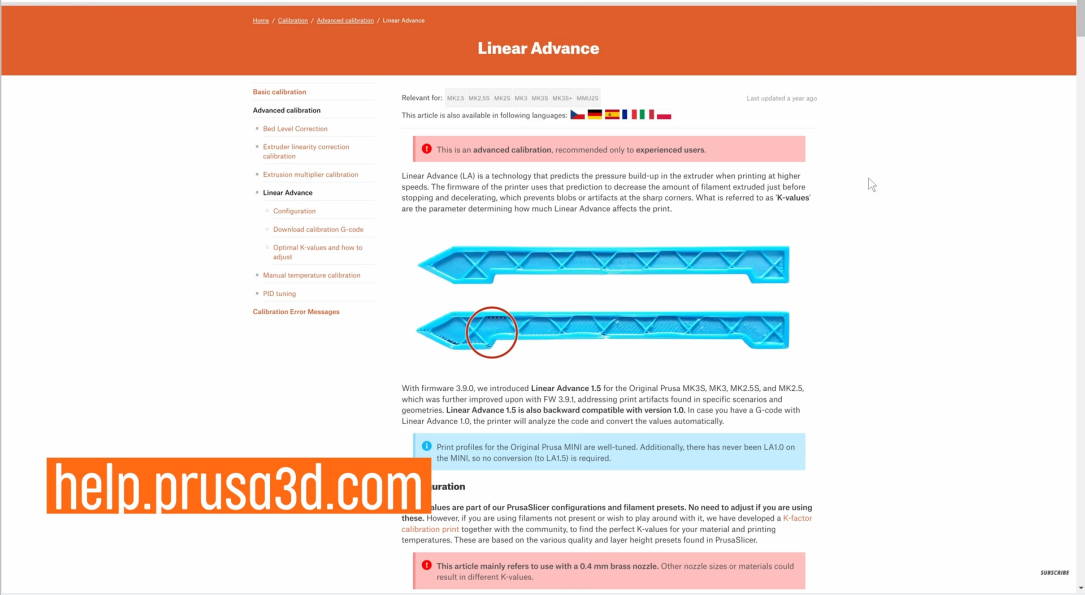
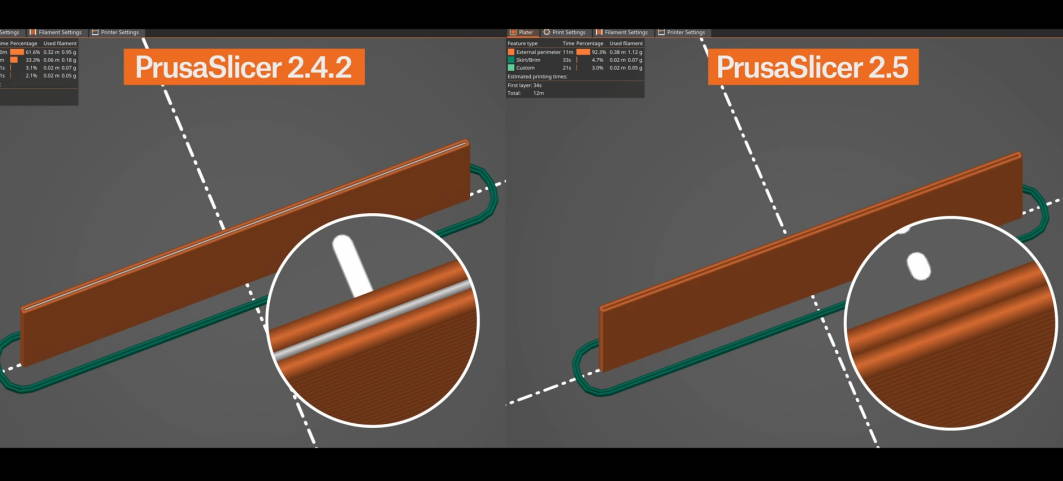
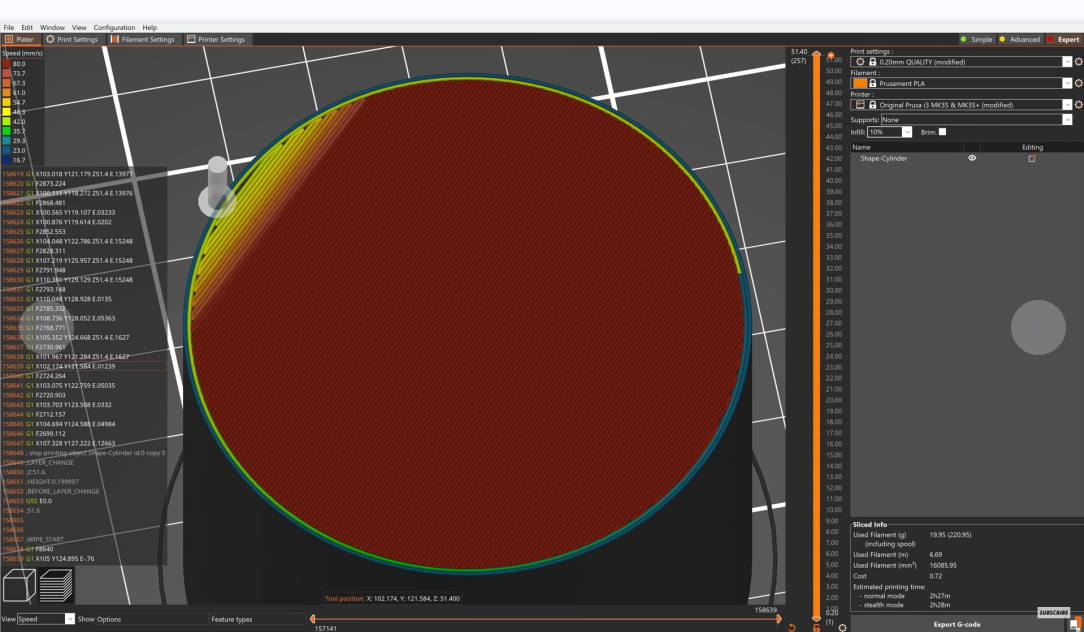
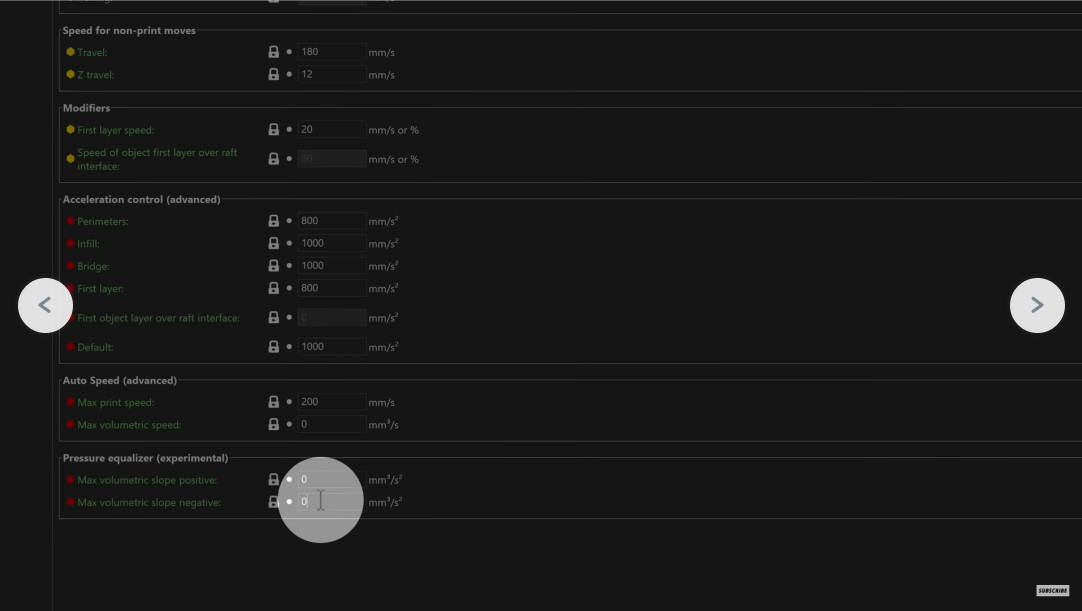
5.Pressure equalizer.
As we know, when printing a model, it is divided into Infill, Inner wall, and Outer wall sections, and the printing speed varies for each section. The Outer wall section has the slowest printing speed in order to achieve the best surface print quality and dimensional accuracy. Pressure equalizer modifies the printing speed and acceleration for different sections to ensure consistent extrusion, especially for Bowden-style extruders where the bending of the PTFE tube during movement can cause variations in extrusion volume.
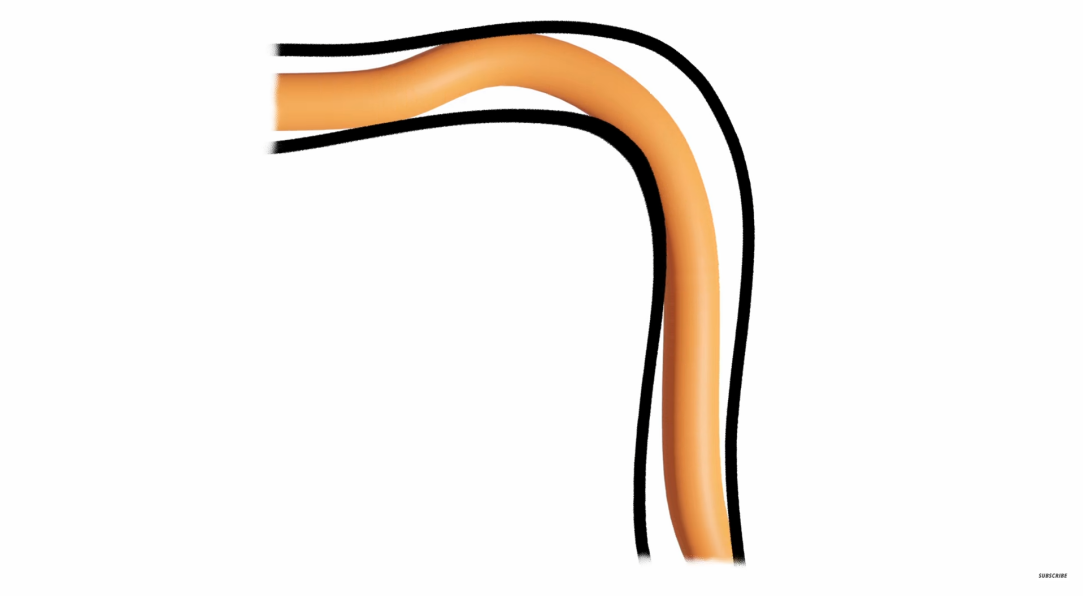
Unlike Linear Advance, which predicts printing changes and adjusts the extrusion to avoid under-extrusion (e.g. gaps in top fill), Pressure equalizer modifies the printing speed rather than the extrusion.